


產品中心
products

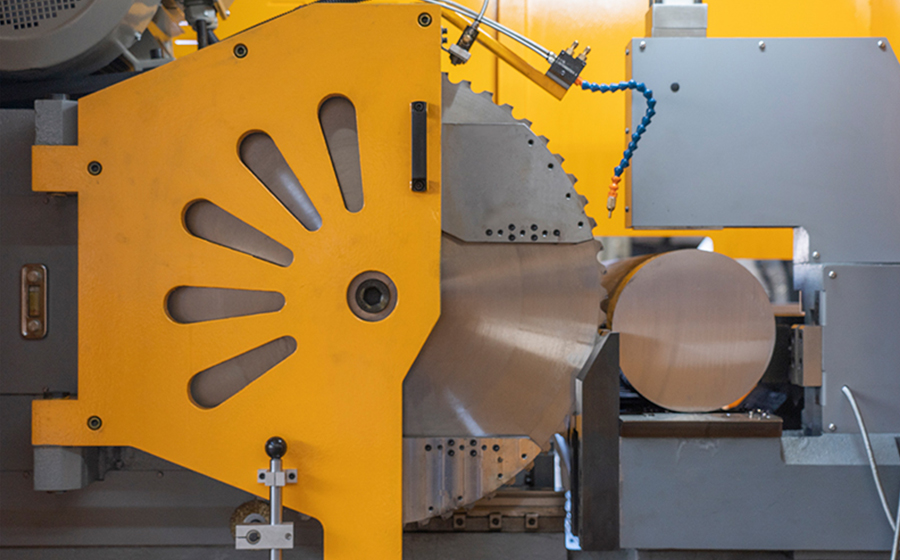
| 動力機頭 |
| 動力機齒輪全部經過特殊熱處理和精密的磨削制造加工而成,軸承全部采用進口高精度、高強度的SKF軸承,保證齒輪轉動的平穩性和鋸片切割的穩定性,確保鋸片的使用壽命。 |
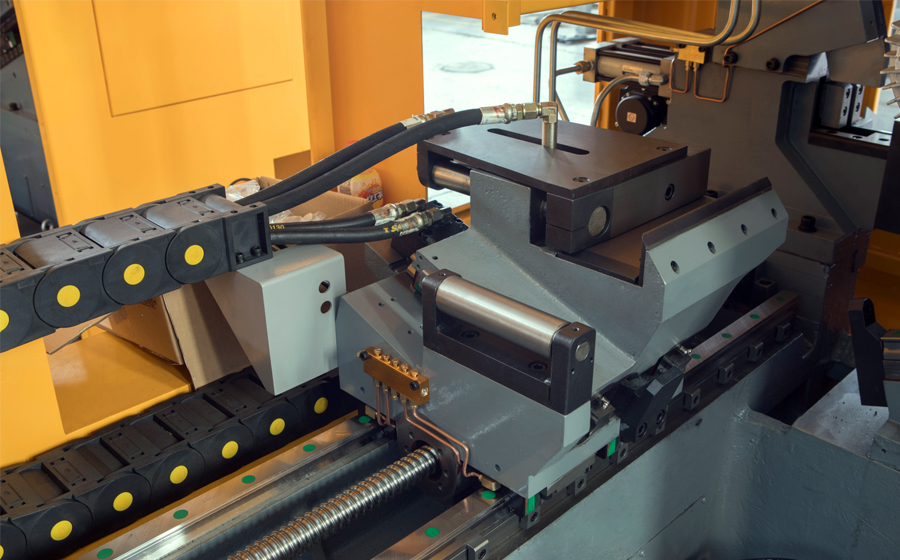
| 平推進給 |
|
適用機型:除60機80機110機120機以外所有機型 由伺服電機驅動滾珠絲桿以高強度滾柱線軌為導向進行水平式平穩進給,將被夾壓的工件高精度快速切斷。具有切割穩定、精度高、速度快等優勢。水平式比剪刀式和斜切式切割具有機械磨損小、使用壽命長等特點。 |
| 斜推進給 |
|
適用機型:60機70機80機100機110機120機 由伺服電機驅動滾珠絲桿以高強度滾柱線軌為導向進行水平式平穩進給,將被夾壓的工件高精度快速切斷。具有切割穩定、精度高、速度快等優勢。斜切式比剪刀式和平推式切割具有排屑容易切割阻力小、切割直徑大等優勢。 |
| ?送料裝置 |
|
適用機型:130機及以下 由伺服電機驅動高精度滾珠絲桿以高強度線軌為導向和浮動偏擺方式進行自動送科,有效提高了送料的精度及其穩定性。 |

| ?整體承托式送料裝置 |
|
適用機型:150機及以上 送料方式與上面類似,具有以下優勢: 整排托料滾輪:可有效的防止材料下掛引起的切割精度不準及材料滑落損壞機床。 后部輔助夾:幫助主夾夾正原材料,解決主夾夾不正原材料造成的材料切歪斜。 |

| ?自動上料裝置 |
|
適用機型:100機及以下 用于成排擺放待切原材料,可根據原材料外徑大小調節,長度可根據客戶需要選配。再搭配控制系統,可完全符合一次設定,大量生產之需求。 |

| ?緩沖式自動上料裝置 |
|
?適用機型:130機及以上 上料方式與上面類似,具有以下優勢: 緩沖擋板:將撥起的原材料擋住,緊貼緩沖擋板滾落,無噪音無沖擊,可有效防止原材料撥起后自由滾落對上料裝置造成的沖擊。 |
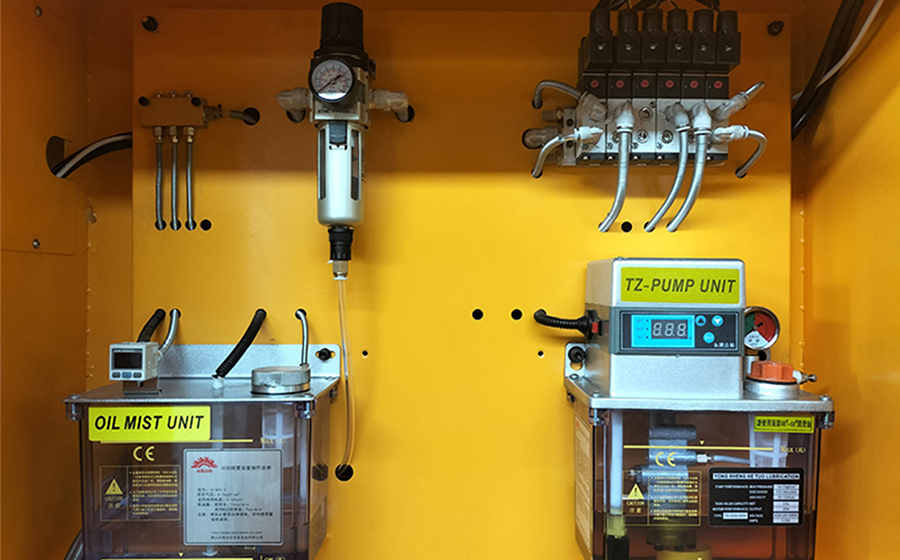
| 鋸片潤滑泵、切割噴霧及全自動潤滑系統 |
| 采用高品質的氣動元件,確保氣動元件的穩定性。氣路及潤滑油路均在單獨的帶透視窗柜子里,易于觀察及加油,布管布線清晰明了。 |
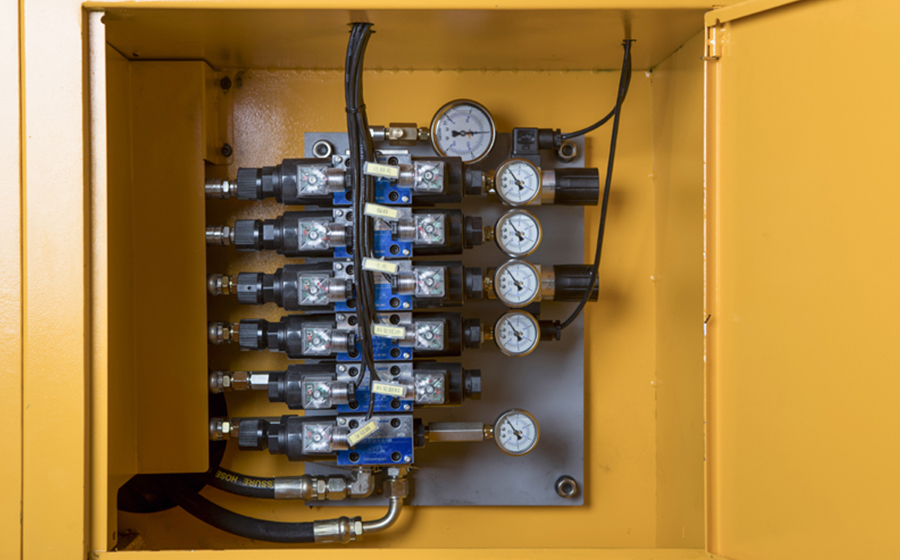
| 液壓電磁閥 |
| 采用高品質的液壓元件,確保液壓程序動作穩定可靠。液壓電磁閥安裝在單獨的柜內,方便觀察,操作方便,易清理,壽命更長。 |
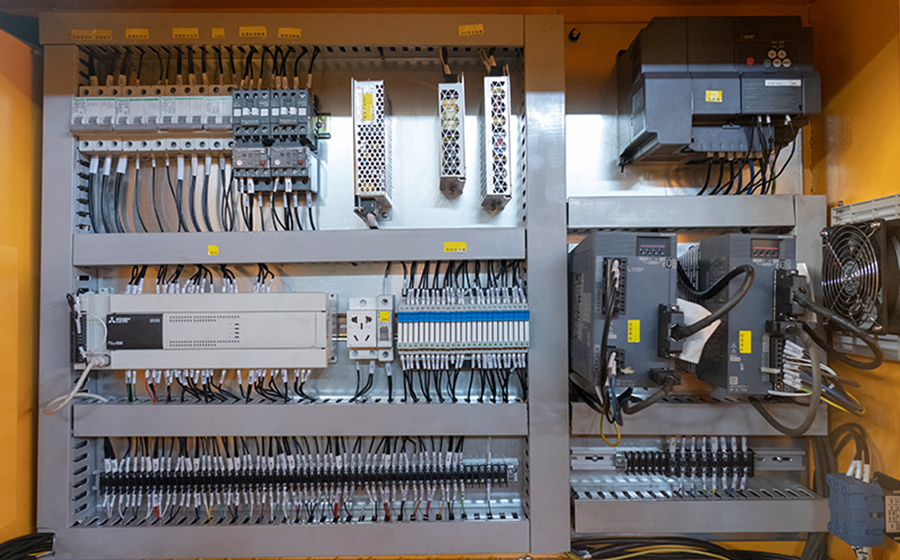
| 電控控制系統 |
| 采用日本三菱和國產信捷系統,豐富了客戶的選擇,保證程序輸送的準確性和可靠性及高效性。電柜安裝電熱交換器,確保電控箱空氣環境,降低環境因素的故障率。 |
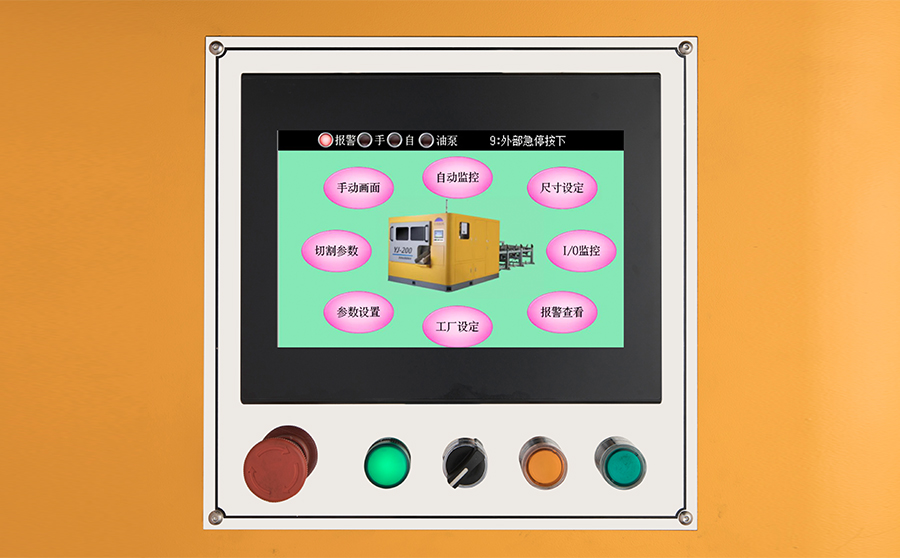

| 觸控式人機界面 |
| 整合的人性化接觸顯示屏,方便操作者進行各項生產設定及操作機器。 |

| ?床身 |
| ?床身整體鑄造而成,相對于焊接件及分體式床身具有整體剛性好、強度高、變形小、吸震性能突出等特點,顯著提高了機床的整體剛性和機床鋸切的穩定性。 |

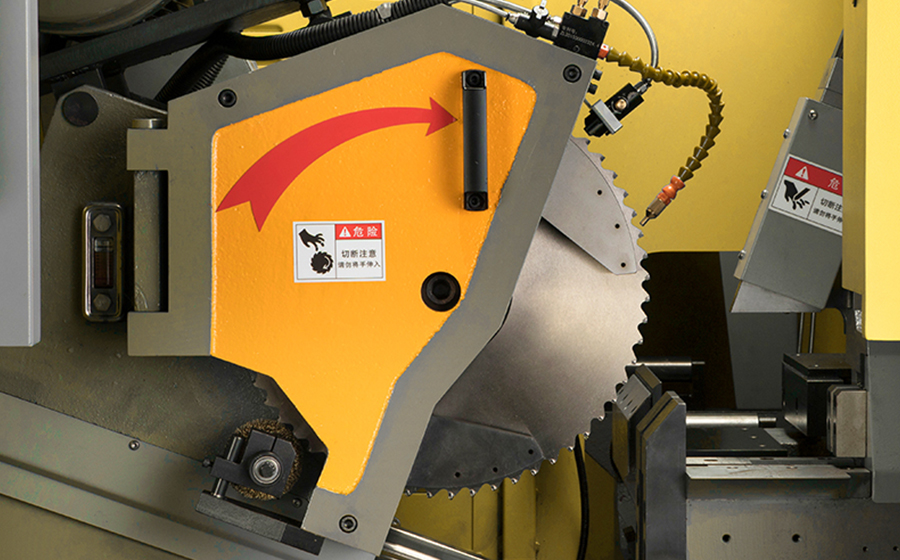
| ?鋸片防震裝置? |
| ?使用電磁式剎車系統實現齒輪消隙,保證齒輪零間隙傳動,實現鋸片切削力量穩定,防止鋸片振動及彎曲,大幅延長鋸片壽命并提升加工品質。 |

| ?自動排屑裝置? |
| ?用于收集機器產生的各種金屬和非金屬廢屑,并將廢傳送到集屑車上。 |
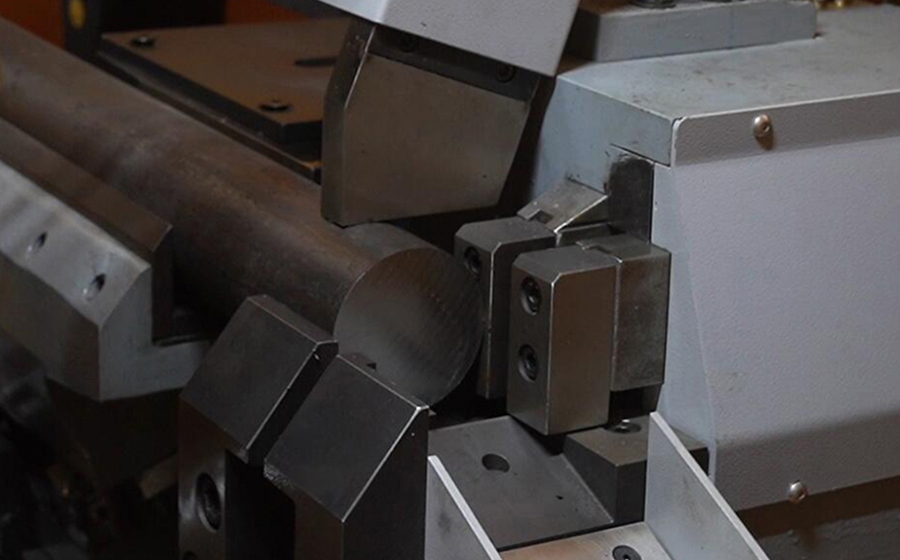
| ?夾緊裝置? |
| ?有兩組水平與斜夾的夾緊裝置組成。前后兩套裝置可同時夾緊和松開,保證鋸切過程的平穩性。 |

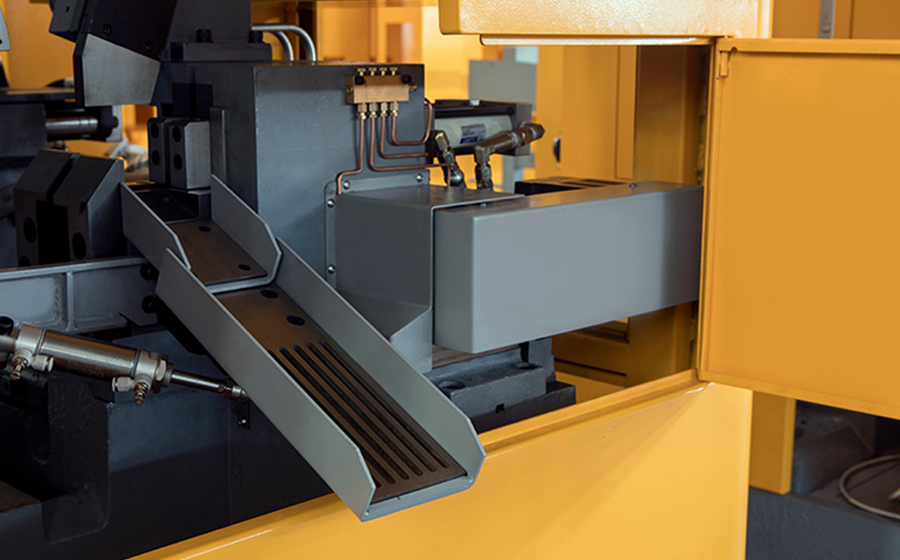
| ?自動成品分料裝置? |
|
?可將料頭料尾與成品分離,再配合自動計數功能,方便操作和管理生產數量。 |
| ?三軸去尾料裝置(選購產品) |
| ?由伺服電機驅動高精度滾珠絲桿以高強度線軌為導向,使副機座作為第三軸進行短距離高精度尾料夾取工作。無尾料裝置大幅度減少了生產的材料成本與人工成本,同時也確保尾料的切割精度。 |

| ?油霧收集器(選購產品) |
| ?采用靜電式過濾機,不需要更換耗材可有效收集鋸切產生的油霧,可以隨時保持工作場所的空氣清新,解決生產車間的工作環境問題。 |
